
当前位置:解决方案
注塑成型机
- 发表时间:2019-12-13
- 来源:进口轴承
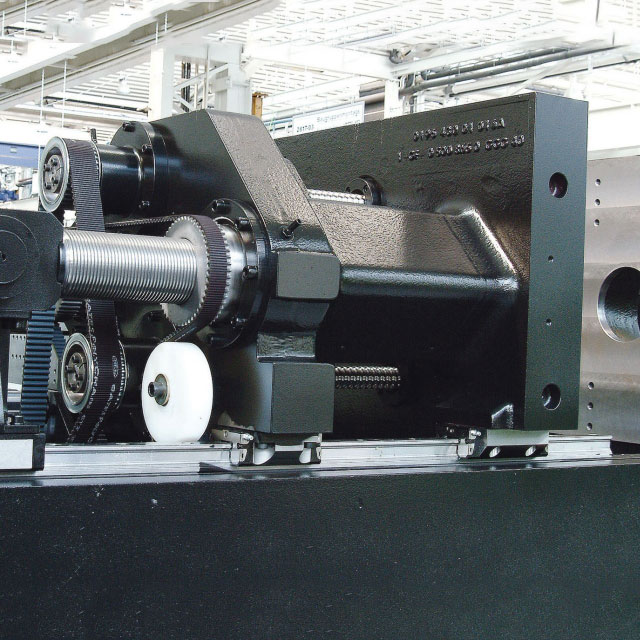
为生产高精度塑料产品,注塑成型机在向电动化发展。电动注塑成型机比以往的液压式注塑成型机更环保且更节能,在如今注重环保的时代,其需求量也一直在增加。
随着这种电动化,零部件可望在前所未有的恶劣工况下的也保持高可靠性。的高载荷容量产品,是机械驱动部(注射轴、合模轴、顶出器轴、挤压轴、可塑化部)不可或缺的重要零部件。
注塑成型机所用的产品还包括,通过优化循环路配置使滚珠直径达到极限及高载荷专用滚珠沟槽设计等措施,大幅度提高了耐载荷性能的“高载荷驱动专用滚珠丝杆”,以及采用支承高载荷驱动专用滚珠丝杆的大直径滚珠,实现了高载荷容量的“推力角接触球轴承”及具有高载荷容量、高刚性且环保的尖端技术产品“滚针导轨”。
作为可全套开发并提供机械元配件的综合厂家,要致力于为注塑成型机的未来发展做出贡献。
推荐资讯
- 2019-12-13滚动轴承的加工装配
- 2019-12-13微型轴承选择注意事项
- 2019-12-13滚动轴承的游隙概念
- 2019-12-13滚动轴承的特点
- 2019-12-13怎么判断轴承是否可用
- 2019-12-13微型轴承径向游隙的测量方法及注意事项
推荐产品
-
 微型轴承的选择、保养和检修
目前各种机械设备、仪器等市场对微型轴承性能质量各方面要求越来越严格,而轴承工作环境也越来越多样化。为了在众多规格结构的轴承中选出合适的微型轴承,需要从多个角度去分析研究。我们在选择轴承时,一般要先考虑作为轴系的轴承安装、排列、拆卸的难易度,轴承的尺寸、所允许的空间以及轴承的市场性等,先初步确认轴承结构。其次,在比较使用轴承的设备的机械设计寿命和各种微型轴承的耐久限度的同
微型轴承的选择、保养和检修
目前各种机械设备、仪器等市场对微型轴承性能质量各方面要求越来越严格,而轴承工作环境也越来越多样化。为了在众多规格结构的轴承中选出合适的微型轴承,需要从多个角度去分析研究。我们在选择轴承时,一般要先考虑作为轴系的轴承安装、排列、拆卸的难易度,轴承的尺寸、所允许的空间以及轴承的市场性等,先初步确认轴承结构。其次,在比较使用轴承的设备的机械设计寿命和各种微型轴承的耐久限度的同 -
 滚动轴承的加工装配
根据滚动轴承的类型、结构、材料、批量、技术要求、公差等级的不同,不同滚珠轴承的生产过程也不相同。 一、加工过程: 1.套圈: 根据轴承内外圈的原材料和毛坯形式,内圈和外圈整个加工过程为: 棒料或管料(有的棒料需经锻造和退火、正火)——车加工——热处理——磨加工——精研或抛光——零件终检——防锈——入库——(待合套装配)
滚动轴承的加工装配
根据滚动轴承的类型、结构、材料、批量、技术要求、公差等级的不同,不同滚珠轴承的生产过程也不相同。 一、加工过程: 1.套圈: 根据轴承内外圈的原材料和毛坯形式,内圈和外圈整个加工过程为: 棒料或管料(有的棒料需经锻造和退火、正火)——车加工——热处理——磨加工——精研或抛光——零件终检——防锈——入库——(待合套装配) -
 微型轴承径向游隙的测量方法及注意事项
一、感觉法 1、用手转动轴承,观察轴承转动平稳灵活且无卡滞现象。 2、对于单列向心球轴承,可以用手晃动轴承外圈,即使径向游隙只有0.01mm,轴承上面一点的轴向移动量,也有0.10~0.15mm。
微型轴承径向游隙的测量方法及注意事项
一、感觉法 1、用手转动轴承,观察轴承转动平稳灵活且无卡滞现象。 2、对于单列向心球轴承,可以用手晃动轴承外圈,即使径向游隙只有0.01mm,轴承上面一点的轴向移动量,也有0.10~0.15mm。 -
 滚动轴承的游隙概念
一、原始游隙 原始游隙是由制造厂加工、装配所确定的,是指轴承在安装前自然状态时的游隙。 二、安装游隙
滚动轴承的游隙概念
一、原始游隙 原始游隙是由制造厂加工、装配所确定的,是指轴承在安装前自然状态时的游隙。 二、安装游隙 -
 滚动轴承的基本结构和分类
滚动轴承的基本结构 滚动轴承的工作原理是以滚动摩擦代替滑动摩擦,其结构一般是由两个套圈,一组滚动体和一个保持架所组成的机械基础件。由于滚动轴承的工作条件不同,对于轴承的结构、负荷能力、使用性能等方面都有不同的要求,因此滚动轴承也有各种各样的结构。但是,滚动轴承最基本的结构都是由内圈、外圈、滚动体和保持架所组成。
滚动轴承的基本结构和分类
滚动轴承的基本结构 滚动轴承的工作原理是以滚动摩擦代替滑动摩擦,其结构一般是由两个套圈,一组滚动体和一个保持架所组成的机械基础件。由于滚动轴承的工作条件不同,对于轴承的结构、负荷能力、使用性能等方面都有不同的要求,因此滚动轴承也有各种各样的结构。但是,滚动轴承最基本的结构都是由内圈、外圈、滚动体和保持架所组成。 -
 怎么判断轴承是否可用
我们要判断轴承是否能继续使用,主要从轴承机械性能、损伤程度、重要性、运转条件以及至下次检修的期间几个方面考虑。一般而言,轴承如果有几下几种情况,就应该更换新轴承,不能再继续使用。
怎么判断轴承是否可用
我们要判断轴承是否能继续使用,主要从轴承机械性能、损伤程度、重要性、运转条件以及至下次检修的期间几个方面考虑。一般而言,轴承如果有几下几种情况,就应该更换新轴承,不能再继续使用。

